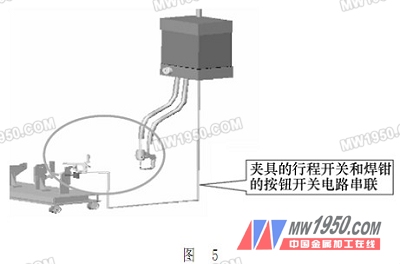
2. Improvement measures Install a “claw in-position signal†detection switch at the manual jaw. Only the “signal start†and “clamp-in-position signal†are satisfied, and the “start circuit signal†can be satisfied. After the transformation, only when the parts on the fixture are placed in place and the clamp jaws are clamped, the stroke switch circuit on the clamp is closed, and the push button switch of the hanging spot welder welding clamp can be turned on, and the welding clamp can be operated. If the jaw clamp is not in place, the switch circuit of the stroke is disconnected, and the hanging spot welder welding tong circuit cannot form a loop, that is, the welding tong does not operate, thereby realizing the function of preventing mistakes. The modified fixture and the suspended spot welder circuit form a unified control system, as shown in Figure 5. After the transformation, the stroke switch of the clamp and the push button switch of the welding tongs are linked. The use of the modified fixture positioning avoids the occurrence of misoperation and completely solves the problem of inaccurate positioning of the nut mounting bracket. Previous page Guangdong Jishengke Industrial Co., Ltd. , https://www.suronart.com
In view of the above problems, we take the following transformation measures:
(1) Develop a target value for the clamp jaws in place.
(2) Modify the fixture to increase the error prevention function. Let the hanging spot welder and the fixture realize linkage to ensure that the fixture is positioned first and then clamped, and the clamp jaws are clamped to the set target value and then welded to ensure the positioning accuracy of the parts.
Taking the LK series microcomputer solder mask controller circuit of Tianjin Seventh as an example, the electrical control principle of the modified suspension spot welder is shown in Figure 3. 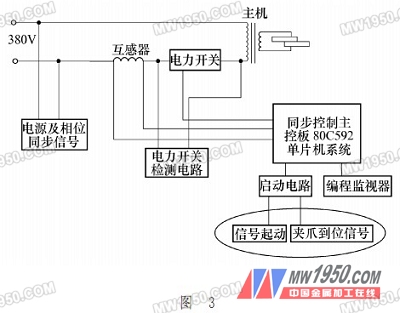
Wiring method Referring to Figure 4, the stroke switch can be connected in series on the "welding machine side". 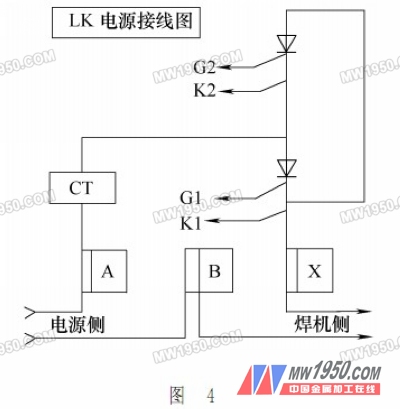
After the inspection by our quality assurance department, the positioning accuracy of the nut after welding meets the requirements of the process, the qualified rate of the welded parts reaches 100%, and the assembly precision of the body is guaranteed.
3. Conclusion
The transformation did not change the original layout of the equipment, but only by adding a limit switch to achieve the purpose of error prevention. The investment is small, the effect is quick, the design defects of the equipment are compensated, and the function is more perfect. After a period of trial, the effect is good.