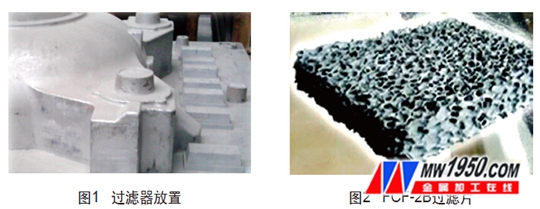
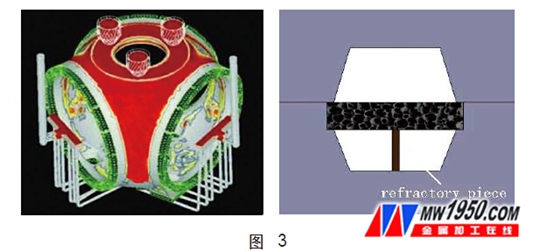
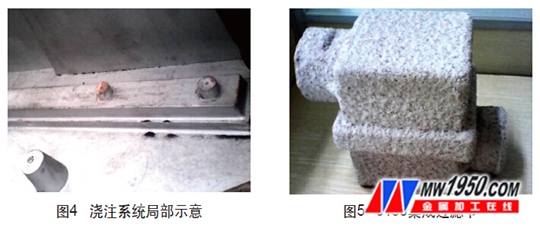
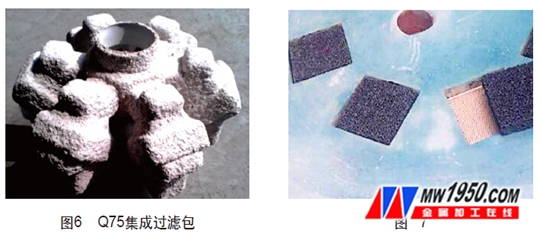
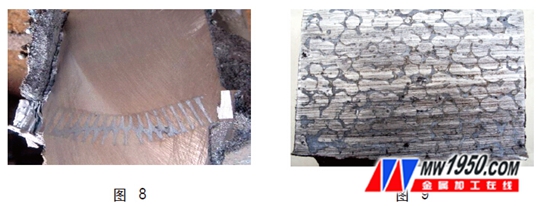
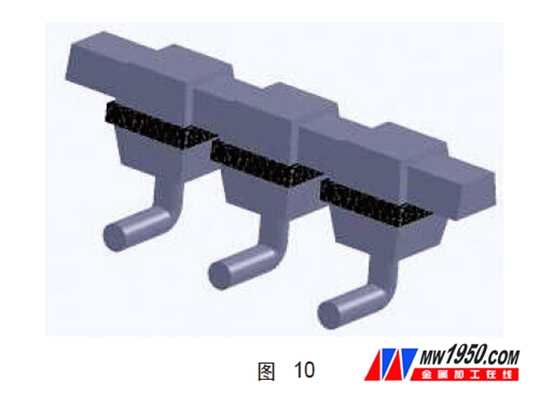
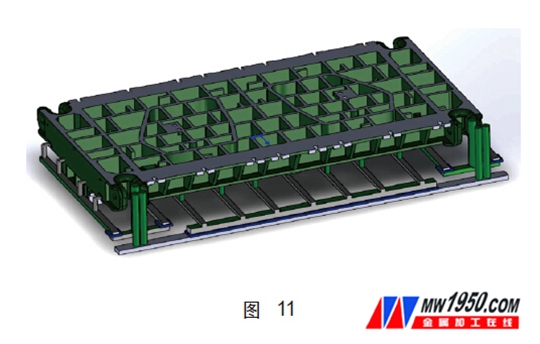
I. Overview Metal liquid filtration technology has been widely used in the field of small and medium iron castings, especially in the field of automobiles and hydraulic parts. The role of filters has also been recognized by the majority of foundry workers, and the use methods are relatively mature, which has played a very important role in improving the quality of automotive castings in China. Important role. However, in the field of large-scale cast iron parts, only a few casting companies have been applied and have not been widely promoted. There are several reasons for this: the main reason is that the understanding of filtration effects, safety, methods, costs and benefits is not clear. Large cast iron parts have high production costs and long production cycles. The appearance of an inclusion in certain key parts may lead to the scrapping of the entire casting. If the inclusion defects are found only during machining, it will lead to an increase in the cost of casting processing. Therefore, it is hoped that the rate of inclusions of large cast iron parts can be minimized, and iron liquid filtration is a key link. Our company shares with you based on years of design experience and many cases. Second, the need to use filters (1) The slag formed by the early melting of the molten iron and the treatment inside the package cannot be completely removed during the slagging process. (2) The slag flushed by the pouring system is easy to enter the casting. (3) The secondary oxidation slag formed by the turbulent flow caused by the unstable filling of the molten iron. (4) Coatings and sand falling off slag caused by molten iron core. 3. Feasibility analysis of using filters for large cast iron parts 1. Scope of application Large cast iron parts generally refer to castings of several tons or more. At present, there are cases of filtration applications of the largest 60t ductile iron parts, mainly used in large wind power parts, injection molding parts and machine parts. 2. Applicable filter types Filters for large cast iron parts are mainly silicon carbide foam ceramics, alumina straight holes, carbon foam ceramics and zirconia foam ceramic filters. 3. Determination of various filter sizes and safety filtration (1) Silicon carbide foam ceramic filter and straight-hole filter Due to the long casting time of large castings, the drop of molten iron is large, and the impact force on the filter is also large. Therefore, the thickness of the filter is generally selected from 30 to 40 mm, and the flow per unit square centimeter is excessive. No more than 3kg of molten iron, mainly a single-layer thick foam ceramic filter with a 10ppi aperture. Some adopt straight hole and foam ceramic two-layer method. In view of the filtering effect, straight hole filtration is generally not used alone. (2) Carbonaceous filter has high refractoriness (1650 °C) and high temperature performance, so the thickness of the filter is generally 25 to 35 mm, and the flow per unit square centimeter can be enlarged to 5 to 6 kg. The carbon filter does not need to be preheated, and the heat storage coefficient is very low and light, which is beneficial to the quick start of the molten metal, thereby eliminating the risk of solidification of the molten metal during the filtration process, but the carbon will be produced in an aerobic environment. Oxidation reaction, so the solution can be determined after small batch verification. (3) The zirconium filter has a refractoriness of 1700 ° C and good chemical stability, so it has a higher amount of molten iron. Generally, the thickness is 25-30 mm, the aperture is 10 ppi, and the flow per unit square centimeter can reach 6-8 kg. Fourth, the filter application case 1. Application case of silicon carbide foam filter on ductile iron castings Process plan: The casting weight of ductile iron castings is 3.5t, the pouring temperature is 1350°C, the pouring time is 65s; the filter is placed flat on the runner, as shown in Figure 1; 8 pieces of FCF-2B are laid flat, the specification is 200mm×100mm×25mm (10ppi), As shown in Figure 2, the molten iron is injected into the cavity under the box from the bottom of the filter section through the bottom of the ceramic tube. Process advantages: (1) It is advantageous for the slag to float on the runner, to avoid affecting the pouring speed or clogging the filter. (2) The molten iron flows relatively smoothly after passing through the filter to prevent the generation of secondary oxidation slag. (3) The filters are evenly distributed, and the iron flowing through each filter is relatively uniform, so as to avoid excessive flow of individual filters. 2. Application examples of silicon carbide foam ceramic filter on large-scale wind power castings Wind power wheel: ductile iron, pouring temperature 1360 ° C, pouring weight 9.8t, pouring time 170s, double sprue, using 12 FCF-2B filters, The specification is 150mm × 150mm × 40mm (10ppi), which is injected into the cavity through 12 ceramic tube bottoms, as shown in Figure 3. Analysis of the results: the casting filling is stable and the inclusion defects are obviously reduced; the single-piece filter can withstand 800kg of molten iron flow, the cost of the casting material of the casting filter is low; the number of filtration sections is reduced, and the casting process yield rate is 85%. 3. Application case of carbon foam ceramic filter on large ductile iron castings: spheroidal graphite cast iron, pouring temperature 1350 ° C, casting weight 11.5t, pouring weight 13t, filter model FCF-1S-10150mm × 150mm × 30 ( 10ppi), 10 pieces, cast through the ceramic tube, pouring time 210s. Figure 4 is a partial schematic illustration of the gating system. Analysis of the results: Since the molten iron is injected into the cavity through a plurality of evenly connected end gates, the filling is stable, the molten iron is filtered and rectified, and the casting has no slag inclusion defects, because the carbon filter is used instead of the silicon carbide filter. The reduction of 7 pieces, that is, the amount of molten iron wasted by the filter section, the casting process yield rate reached 89%. 4. Application case of zirconia integrated filter section on large cast iron parts The integrated zirconia foam ceramic filter in the integrated filter section (see Figure 5) can be used only when the ceramic tube is docked. The placement position is flexible, and the space of the slab is not occupied, which can reduce the sand-iron ratio. The zirconia filter has high refractoriness, high temperature strength and good impact resistance, and zirconia is not easy to react with various alloys. When the filter is not clogged, it can filter as much iron as possible, which is more than the traditional filter section. Simple and low cost. The integrated filter package is shown in Figure 6. 5. Application of double-layer combined filter on large cast iron parts Process plan: casting material QT350-23, weight 3.9t, pouring iron 4.5t, pouring temperature 1350 ~ 1360 °C. The model specification is carbon foam ceramic filter 150mm × 150mm × 22mm + straight hole filter 150mm × 150mm × 22mm (6 sets), as shown in Figure 7. Problems with double-layer filtration: Straight-hole filter is used to increase the strength of support. The effect of filtration, adsorption and rectification is not as good as that of foam filter. The strength of layered support is not as high as that of the whole filter, because the lower layer is deformed and collapsed. 8), the foam filter is also difficult to support, so many foundries now use thick foam ceramic filters (see Figure 9), safe to use, and better. 6. Application case of silicon carbide filter on large lost foam cast iron parts Process plan: automotive mold casting, material HT300, casting net weight 16t, pouring iron 16.9t, modeling material for furan resin sand, pouring temperature 1340 ~ 1360 ° C, filter model FCF-2B, 150mm × 150mm × 40 (10ppi), The number of filters is 18, as shown in Figs. 10 and 11. V. Conclusion (1) The application of the filter on large cast iron parts has explored a mature scheme with obvious effects, which can reduce the scrap rate, reduce the repair amount, reduce the machining allowance, improve the surface quality of the casting and improve the mechanical properties. (2) Different schemes are required for different castings, and simulation can be designed. (3) Try to balance the amount of molten iron flowing through each filter as much as possible, and minimize the impact of the molten iron on the filter. The filter is placed flat on the runner, and the filter support is 10 to 12 mm. Size filters can be supported by ceramic sheets to increase the safety factor of use. (4) Adopt open pouring system, sprue: sprue: grate = 1: (1.1 ~ 1.2): (1.3 ~ 1.4), the linear velocity of molten iron into the cavity is controlled at 0.5 ~ 0.7m / s. (5) When the enterprise chooses to apply the filter, the process should be verified and then transferred to mass production. About the author: Zhao Yuanming, Liu Dangku, Wang Jun, Zhang Kefeng, Jinan Shengquan Group Co., Ltd.
Our company is enlisted among the Supplier and Exporter of IHI Hydraulic Pumps from CHINA. IHI Hydraulic Pumps we make available are manufactured using excellent quality components in adherence with set industrial norms. We are capable of delivering bulk orders of the Pumps within the allocated time. One can obtain the Pumps at affordable rates from us.
JUHENG is a well-known wholesaler of Hydraulic Pump Spares, Hydraulic Pump, Concrete Pumps Spares. All these products are quality assured by the executive to ensure perfect qualities and longer life. Highly demanded, these products are accessible from the market in different sizes and designs.
Hydraulic Piston Pump, Duplex Pump, Short-Stroke Pump, Noise/Vibration Reduction, High Self-Priming Ability, Rotational Stability, High Efficiency, High Pressure, Compact Size, Reduction of Overall Length.IHI Hydraulic Main Pump,IHI Main Hydraulic Pump,IHI Hydraulic Pump,IHI Hydraulic Pump Spare Parts,IHI Hydraulic Main Pump Assembly,IHI Main Pump,IHI Pump,IHI Hydraulic Parts,IHI Excavator Parts.
We export GENUINE PUMP, OEM PUMP, AFTERMARKET PUMP. We are specialized in OEM PUMP & AFTERMARKET PUMP. We export 95 NATIONS. Please contact us If you need STABLE SUPPLIER.
IHI Hydraulic Main Pump,IHI Main Hydraulic Pump,IHI Hydraulic Pump,IHI Hydraulic Pump Spare Parts,IHI Hydraulic Main Pump Assembly,IHI Main Pump,IHI Pump,IHI Hydraulic Parts,IHI Excavator Parts Jining Juheng Hydraulic Machinery Co., Ltd. , https://www.sdjuhengmachine.com