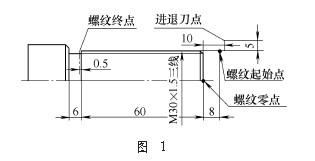
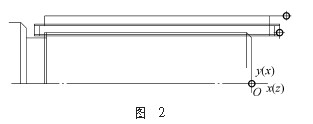
The program for automatic programming output of CAXA CNC car is the axial line dividing method, that is, after the first spiral is processed, a pitch is moved forward or backward in the Z-axis coordinate direction (ie, longitudinal direction) to process the next spiral, followed by No matter how many spirals, until completion. To use the axial split method to machine multi-thread threads, there must be sufficient feed space and retraction space. The following is designed and processed with M30×1.5 three-wire thread (see Figure 1). The design steps are as follows: (1) Use the CAXA electronic version to draw a three-threaded part drawing (see Figure 1) or transfer the existing three-line threaded part drawing into the CAXA electronic drawing. Through analysis and programming process, determine the zero point, starting point and end point of the three-wire thread. And advance and retreat the knife point, and save the designed graphics as DXF format for backup. (2) Run the CAXA CNC car, open the file menu, click the data input toolbar, follow the prompts to select the three-thread thread of the saved DXF format file, and input the three-line thread graphic file into the CAXA CNC car. (3) Open the processing menu, select the threading tool bar, press the prompt to pick up the starting point and end point of the three-thread thread, then pop up the thread parameter table, fill in the thread parameter table according to the designed processing content, fill it out and press OK, select as prompted The advance and retraction of the three-thread thread, followed by the machining path of the three-thread thread (see Figure 2). (4) Open the machining menu, select the click trajectory simulation tool, run the three-line thread simulation cutting process (see Figure 2) for demonstration processing, you can visually see the split line of the three-thread thread, the zero point of the thread, the starting point, the end point, the advance and retreat The details of the number of points, the number of cuttings (three knives in the first car, one knives in the finished car), the depth of cut and the dryness of the tool. (5) Open the machining menu, select the machine setting toolbar, the machine setting toolbar appears, and fill in the machine setting toolbar according to the machining code specified by the CNC machine used. Fill it out and press OK. Next, open the machining menu, click the code generation toolbar, and follow the prompts to pick up the machining tool path of the three-thread thread. After confirming, the software will automatically generate the detailed machining program code. (6) Prove the output program according to the machine tool used and modify it. In the output block of CAXA CNC car, all the thread program block G32 ... F1.500 in F1.500 represents the pitch value of 1.5mm, no need to modify when machining single thread, now we are processing three thread, we use The numerical control machine requires the input value to be the lead. The lead of the M30×1.5 three-wire thread is 4.5mm, so the code F1.500 in all blocks G32...F1.500 is changed to F4.500. When checking the program, we can see that the end points in the Z-axis coordinate direction in all the thread block G32 ... are inconsistent, there are Z-63.50, Z-62.00, Z-60.50, because the three-thread thread program is automatically generated. Before, fill in the thread parameter table, the input three-thread thread processing stroke length is a value, and the starting point of each spiral line in the Z-axis coordinate direction is different, so the end point is also different. At this time, we can change the end point of the three-wire thread to be consistent. For Z-60.50, if the undercut of the three-thread thread is wide enough, it may not be modified. (7) Input the modified three-wire thread program code into the CNC lathe system for program verification and trial cutting. Kitchen Shower,Kitchen Faucet,Brass Kitchen Faucet,Pull Down Kitchen Faucet Yuyao Zelin Sanitary Ware Co., Ltd , https://www.kitchen-sinkfaucets.com