ANSI Threaded Flange,ANSI B16.5 Threaded Flange,Threaded Flange ANSI 150,Threaded ANSI Flange Cangzhou Youlong Pipe Fitting Manufacturing Co., LTD , https://www.ypco88.com
1 Overview <br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br><br> Strong natural conditions have many adverse effects on the roadbed and track. Laying seamless lines on the Qinghai-Tibet line is of great significance for improving driving speed, reducing line maintenance, reducing operating costs, and realizing the development strategy of railway leaps and bounds.
The major scientific research project of the Ministry of Railways, “Study on the Key Lines of the Seamless Line Test Section of the Gesang Section of the Qinghai-Tibet Lineâ€, was tested in a seamless section of 2,318,546 km between Ganquan and Yuzhufeng, in which 50 kg of Pm rail 1611442 was laid. Km, laying 60,700 Pm rails 71,710 47 km, all using temperature stress type interval seamless line.
Field unit welding and lock welding At present, the two welding processes of air pressure welding and aluminum heat welding are mainly used in China. The weld strength of aluminum heat welding is only about 70% of the base metal. The welded structure is the foundry structure. It is often accompanied by casting defects and high breakage rate, which is not favored by experts. The gas pressure weld has high weld strength and low breakage rate, but it has a special environment in the Qinghai-Tibet Plateau (the annual average pressure is 60%-70% of sea level, the oxygen content in the air is 38~46% lower than the sea level, and the welding quality can be Whether to meet the technical requirements of TBPT1632-91 "Technical Conditions for Rail Welded Joints" needs to be further studied and discussed in practice.
2 Comparison of performance between traditional gas pressure welder and numerical control gas pressure welder <br> Mobile gas pressure welding equipment mainly includes: crimping machine (including push-pull device), heater, control box, water cooling device, high-pressure electric pump station and auxiliary supporting parts such as end mill, copy grinding machine, pipeline Systems, oxygen cylinders, acetylene bottles and generator sets.
2.1 Conventional gas pressure welders Traditional gas pressure welders are manually operated and controlled. Each process (clamping, swaying, gas flow and ratio, pressure conversion, etc.) has low accuracy in controlling process parameters and poor parameter stability. Therefore, the joint quality is often affected by human factors, showing great volatility, and the rate of breakage is increased, which makes the seamless line have potential safety hazards and endangers driving safety.
2.2 New numerical control gas pressure welding machine The Qinghai-Tibet Railway seamless line test section adopts the newly developed numerical control gas pressure welding equipment in China, which realizes the sequential control and closed-loop intelligent control of the whole welding process. There is no manual operation in the welding process, which can ensure the stability and consistency of the welding process, completely eliminating the influence of human factors on the joint quality. main feature:
1) Sequential control and flexible control of the welding process: taking PLC as the core, sequentially controlling the welding process, inputting parameters such as high pressure time, low pressure time and uphold holding time into the control program, and automatically realize the welding time control by the program. Automatic conversion. According to the actual welding rail conditions, manual intervention can also be used for real-time adjustment.
2) Welding heat input control: using welding parameter closed-loop control technology, the heater swing control module, heating gas flow and ratio control module are combined to realize the swinging amplitude, frequency, airflow size, flame characteristics and other related to welding temperature. Precise control of parameters.
3) Welding extrusion deformation control: The “three-stage pressure method†of rail pressure welding is solidified in the PLC control program. The pressure sensor and displacement sensor are used to realize the real-time control of welding pressure, flexible adjustment and automatic conversion and top in closed loop control mode. Closed loop control of the forging displacement.
4) It has on-line detection, recording and storage functions of welding parameters.
3 Discussion on the main welding process at high altitude
3.1 Oxygen, acetylene flow gas welding welding flame is generally the use of oxygen-acetylene flame or oxygen-propane flame, in fact mostly using oxygen-acetylene flame welding. The shape and configuration of the flame and the temperature distribution of the flame are mainly determined by the combustion ratio.
Combustion ratio: β0 = VkPVa (Vk is the volume of oxygen; Va is the volume of acetylene).
In the low altitude areas of the interior (altitude ≤ 1 000 m), the gas pressure welding uses a weak carbonized flame, and β0 is generally 0185 to 0195. However, in areas with an altitude of > 3 000 m on the Qinghai-Tibet line, there is no mature experience to learn from. The determination of the on-site gas pressure welding ratio can not guarantee the welding quality with the experience of the past inland. To this end, we conducted repeated trials at the Yuzhufeng station at an altitude of 4,300 m, and obtained first-hand information. The combustion ratio β0 should be controlled at 0196-111.
Gas pressure welding 60 kgPm U71Mn rail 15 joints passed the drop weight test, the oxygen and acetylene flow rate during welding are recorded in Table 1. 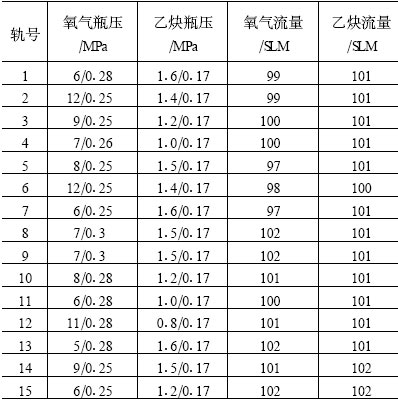
3.2 Heater The pressure of the flame in each part of the heater directly affects the welding quality. When there is light spot, incomplete penetration and over-burning on the fracture, if there is no other reason, the flame power of the corresponding part is definitely low or high, and the heater fire hole needs to be debugged. In the low-altitude areas of the interior (altitude ≤ 1000 m), the heater fire hole diagram (38 × 2 = 76 holes) used for the gas pressure welding 60 kgPm U71Mn rail is shown in Figure 1.
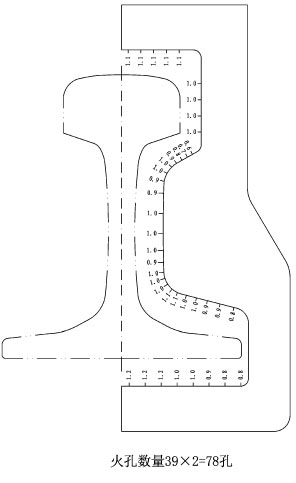
Fig. 1 The flame strength of the 60 kgPm rail heater fire hole cannot meet the technical requirements of gas pressure welding under high altitude conditions. Similarly, we conducted repeated trials and commissioning at the Yuzhufeng Station at an altitude of 4,300 m, and summarized a set of fire hole configurations suitable for high-altitude areas as shown in Figure 2. The number of fire holes is 39 × 2 = 78 holes.
4 effects <br> The new welding process used in the on-site gas pressure welding of the seamless line test section of the Qinghai-Tibet Railway, the welding quality is fully satisfied 
The technical requirements of TBPT1632—91 “Technical Conditions for Rail Welded Joints†are shown in Table 2 for the drop test of 15 specimens of pneumatic welding 60 kg PmU71Mn rail. 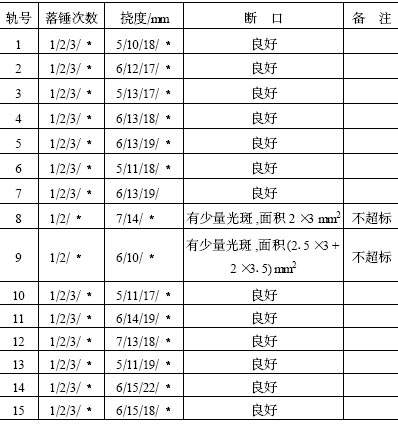
5 Conclusion <br> The experience of the construction of the Qinghai-Tibet Railway seamless line test section fully proves that the air pressure welding uses advanced numerical control gas pressure welding equipment to eliminate the influence of human factors on the welding quality. At the same time, the welding process is adjusted and optimized according to different environments and different altitudes. A set of experience of on-site gas pressure welding of the world plateau railway is summarized, which provides a reference for the construction of seamless lines in the special environment of plateau and cold in the future. experience.
Summary: Laying seamless lines on the Qinghai-Tibet line is more practical for improving the quality of the train and reducing the line maintenance. Welding parameters such as oxygen, acetylene flow and flame intensity of the heater at low pressure and low oxygen content were determined by a series of welding tests at an altitude of 4300 m. Table 1 Oxygen and acetylene flowmeters of tested rail joints Fig.1 Fire hole diagram of 60 kgPm rail heater in the interior Figure 2 Heater hole map at altitude > 3 000 m Table 2 Welding joint drop hammer test schedule