3 Production of silicone rubber molds and vacuum injection type polyurethane parts 3.1 Silicone rubber mold making process based on SLA prototype A silicone rubber mold can be made by using a rapid prototyping original model. The mold has good emulation, strength and extremely low shrinkage, easy demolding, and mold modification is also very convenient. The silicone rubber mold can be used as a mold for a vacuum-type process, and can be used as a mold for precision casting in the middle. The silicone rubber molding process is: (1) SLA Prototype Surface Treatment SLA prototypes require surface finishes to reduce the surface roughness of the prototype. Only the surface of the prototype is smooth enough to ensure a high surface quality of the silicone rubber mold. Innovative design and rapid market response are key to winning a competitive market. The product design and rapid manufacturing method of this paper combines 3D CAD modeling with rapid prototyping and rapid prototyping to provide a convenient and fast way for new product development. The important feature of this method is based on the feature modeling of digital pictures. The key features in some flat pictures can be used in the design of three-dimensional products, especially suitable for some product features that pay more attention to modeling and not pay attention to precision. The process described in this article can be used in the development of some new products as well as in the modeling of crafts. Previous page Engineered Amercian Walnut Wood Floors Engineered Amercian Walnut Wood Floors,Walnut Solid Wood Flooring,Black Walnut Solid Wood Flooring,Solid Wood Flooring For Summer Shaoxing Haohua Timber Industry Co., Ltd. , https://www.woodtopiafloor.com
(2) The shape of the cast frame and the fixed prototype are designed according to the geometry of the prototype and the requirements of the silicone mold. Before fixing the prototype, you need to determine the location of the parting surface and the lifting mouth. Once the parting surface and gate are selected and processed, the prototype is fixed in the frame.
(3) The amount of silicone rubber metered, mixed and vacuum defoamed silicone rubber should be accurately measured according to the size of the frame and the density of silicone rubber. The metered silicone rubber is added with an appropriate proportion of the curing agent, stirred uniformly, and vacuum degassed. The defoaming time should be based on the degree of vacuum achieved.
(4) The silicone rubber casting and curing silicone rubber mixture is vacuum defoamed and poured into the frame of the fixed prototype. After the silicone rubber is poured, to ensure that the cavity is filled well, vacuum defoaming is performed again. The purpose of defoaming is to extract the gas incorporated into the silica gel during the casting process and the gas enclosed in the prototype cavity. After defoaming, the silica gel mold can be self-cured or cured. Warm curing can shorten the curing time.
(5) Remove the frame, cut the mold and take out the prototype. When the silicone rubber mold is solidified, the frame can be removed and the sprue bar can be removed. The knife was cut open with reference to the mark of the prototype parting surface, and the prototype was taken out to obtain a silicone rubber mold having a prototype shape cavity.
The process parameters of silicone rubber mold based on SLA prototype were obtained through experiments: the ratio of silicone rubber to curing agent was 10 to 1; the vacuum degree during vacuum defoaming was 85 kPa, and the time was about 5 min; the curing time at room temperature was about The curing time at 50 ° C was about 4 h at 24 h.
3.2 Vacuum injection molding process Silicone rubber mold can be used to make 20-30 pieces of polyurethane parts quickly in vacuum injection molding machine, so that the original products designed and manufactured by the above process can be used for small batch production. It is also possible to carry out trial production of the prototype to analyze and design the market.
The vacuum injection molding process is to cast a two-component polyurethane material into a silicone rubber mold under a vacuum environment, and then solidify to form a product having a silicone rubber mold cavity shape. Before using the vacuum injection molding machine, the silicone rubber mold is assembled and placed in the vacuum chamber. According to the preset parameters, the machine starts to vacuum, remove the gas, and thoroughly mix the two components of the polyurethane in a vacuum environment. The pressure is appropriately reduced, and after a period of stabilization, the combined polyurethane liquid is injected into the silicone rubber mold. The vacuum was released, and the silicone rubber mold was allowed to stand at room temperature for 30 min, and then baked in an oven for 2 to 3 h to completely cure the liquid polyurethane. Using this process, 20 - 30 polyurethane parts can be made in a set of silicone rubber molds. Silicone rubber molds and vacuum injection molded polyurethane parts manufactured by the SLA prototype based on the dragon shape are shown in Fig. 5. 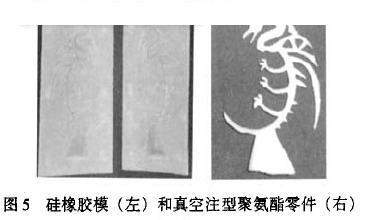
4 Conclusion