1. Fastener acceptance check Fasteners are produced on a large scale and in batches. Sometimes the product batch size can reach hundreds of thousands of pieces. There are many inspection items such as size and mechanical properties specified by the acceptance standard. Some items are destructive inspections. If the inspection is 100%, the inspection is extremely high. The cost is neither economical nor realistic. The inspection and acceptance of fasteners at the time of delivery can be used to judge and determine whether the product is received or rejected as a basis for acceptance and rejection of the product by one type, that is, economically and truly. It can only be judged by sampling test. The sampling inspection procedure is based on a certain acceptance rule, extracting a certain number of samples n from the delivery batch N, and conducting the technical inspection results to judge the eligibility of the entire batch of N products. 1) There are two risks in the spot check: if the sample taken is small or the sample taken is not the quality of the batch, it will appear as a good charge (generally called producer risk α) or shoddy (generally called User risk β). 2) Is there a high probability of acceptance for qualified product batches? Both parties to the trade hope that the qualified batch should have a high probability of receiving, and that the unqualified batch can be rejected. This is the ability of the sampling plan to check. The question now is how to use a correct sampling inspection scheme to solve the risk of the above two samplings, that is, to accurately reflect the quality status of the batch, and to be accepted by both parties. The acceptance inspection of fasteners is an extremely important basic standard, which is the basis for the acceptance or rejection of the batch of fastener products delivered by the supplier and the buyer. To this end, many countries have developed corresponding fastener inspection and inspection standards, especially in the United States, Germany, Japan, the United Kingdom and Australia and China and other countries have issued a corresponding fastener acceptance. Check the standard or acceptance specifications. The International Organization for Standardization also issued the ISO 3269 "Container Acceptance Inspection" standard for the first time in 1983. It has been revised and released the third edition of ISO 3269:2000 (GB/T 90.1-2002, idt is equivalent). With the development of trade and the continuous improvement of users' quality requirements for fasteners, the sampling inspection standards for fasteners in each country are constantly improving and perfecting. There are two international genre fastener quality inspection and inspection standards system. 2. Metric fastener sampling test standard 2.1 Germany and international The types of German fastener products and basic technical conditions (DIN) are relatively complete and standardized, and are popular in international trade, especially in the international trade of the European market, which has a certain influence and market. Occupation, the DIN standard is almost the standard of the international metric fastener market. Therefore, the technical standards for exporting fasteners must be based on the DIN standard. As early as 1979, Germany first proposed the DIN 267/T5-1979 "Technical Conditions for Fastener Delivery - Receiving Inspection" standard, and proposed AQL quality level, inspection rules, sub-dimension and mechanical properties, and implementation of sub-items and calculations. Item acceptance procedure. In 1989, it was equivalent to adopting the international ISO 3269-1985 standard, and issued the DIN 267/T5-1988 "Technical Conditions for Fastener Delivery - Receiving Inspection" standard, canceling the inspection of individual defects in the old version, and pressing The method of assessment for double inspection of defective parts inspection. In 2002, due to the integration of the European market, the uniformity requirements of the EN European Community technical standards, Germany fully equivalent to the ISO 3269: 2000 "fastener acceptance test" standard (third edition). The ISO 3269:2000 "fastener acceptance test" has a great change in content and form compared with the original standard. The statistical sampling principle has not changed, but some basic rules of sampling, AQL quality level, and inspection The plan, the inspection procedure, and the inspection according to the item first. If there is a single unqualified item, the acceptance rules for the inspection and evaluation according to the parts shall be carried out. Currently, countries in the world that include metric units such as Japan, Italy, Australia, and the United Kingdom have fully or equivalently adopted the ISO 3269 standard or directly referenced the ISO 3269 standard. In the 1980s, China firstly adopted ISO 3269 "Fastener Acceptance Inspection" and introduced GB/T 90-85 "Standards for Acceptance of Packaging, Packaging and Marking". According to the principle of probability theory, the use of isolated batches A statistical sampling test method, select the sampling plan with a producer risk of not more than 5% for acceptance inspection. After nearly 20 years of compliance, it has been accepted by China's fastener manufacturers and users. In 2002, China's Fastener Standardization Technical Committee adopted and revised and promulgated GB/T 90.1-2002 standard according to the latest international standard of ISO 3269:2000 "Receiving Inspection of Fasteners". Since the new standard is equivalent to the adoption of the ISO 3269 international standard, it is also widely used in the export trade of fasteners as the basis for the acceptance of export fasteners. However, it should be emphasized that in the negotiations with foreign traders, it is still necessary to adhere to the original ISO 3269 standard. 2.2. Japanese fastener acceptance inspection standards Japan FIJ Fastener Industry Association in 1990 with reference to the US IFI Fasteners Association and international ISO fastener sampling inspection standards, combined with the current domestic fastener industry in Japan, the industry's fastener sampling inspection program, the acceptance plan has Two ways of OMFS and IFI. OMFS is a random sampling scheme that is intuitive and operability. It is suitable for inspection between production processes (forging, heat treatment and surface treatment) and for finished product inspection. The sampling test and sampling plan of the IFI method is completely consistent with the sampling test of the American IFI-5 Edition Fastener Association. In general trade, users also perform this standard when receiving products. In 2003, Japan adopted the ISO 3269 standard for fastener acceptance inspection standards and developed JIS B1091:2003 “Container Acceptance Inspectionâ€, which changed the history of Japan's national fastener sampling inspection standards. 2.3. British fastener acceptance inspection standards In 1985, the United Kingdom proposed the BS 6587-1985 "Standard Inspection of Fasteners" standard. In 2001, it also adopted the ISO 3269 standard, and formulated the British, European Community and International BS EN ISO 3269:2001 "Fastener Acceptance Inspection". Coordinate standards. 2.4. Metering test standards for metric fasteners 3. American fastener acceptance criteria The US fastener acceptance inspection standards are relatively independent. The requirements for qualified quality level, sampling plan, acceptance rules and acceptable number are completely different from the international ISO 3269 "fastener acceptance inspection" standard. The main difference is: the United States The acceptance inspection standard stipulates the quality control of materials and processes. The quality levels of A, B and C are specified according to the different characteristics of the products and the requirements of process control, and "0" zero defects are implemented for the final product acceptable quality. At the same time, the two acceptance items of size, thread inspection and mechanical functional inspection are combined by two acceptance criteria to complete the final product quality judgment. 3.1. Three changes to the American fastener inspection standard In the past two decades, the series of standards for fastener inspection and process quality assurance in the United States have undergone three major revisions and changes. First proposed Before the 1980s, the industry association's fastener acceptance specification was introduced in the IFI-5 version of the fastener assembly. It was formulated with reference to the US Navy's MIL-STD-105D counting sampling inspection standard, and was accepted as both the supply and demand sides of the fastener. The basis for the inspection. This specification is a customary practice based on the quality assessment of the fastener industry in the United States. It specifies the AQL quality level and final product acceptance rules and determination procedures for each quality characteristic item of the fastener. The acceptance plan is basically the same as ISO 3269 “Fastener Sampling Inspectionâ€, but the AQL quality level is slightly wider. When the batch product quality level is not high, it is easy to pass the US Navy MIL-STD-105D sampling inspection plan. . See section 4.1. “IFI-5 Version Sampling Inspection Standards†section of this document. Second change Since the mid-1980s, the market demand for fasteners in the United States has become larger and larger, and a considerable number of unqualified fasteners have entered the market every year, posing potential hidden dangers for some key engineering, machinery, and bridge quality. The vast number of fastener sellers and users began to be reluctant to accept the concept of AQL quality level, as the basis for the acceptance inspection of fasteners, the market demand for quality is getting higher and higher. The US government also intervened. On November 16, 1990, the US President signed and promulgated the FQA Fastener Quality Act, emphasizing the quality of fastener manufacturing, quality assurance, quality responsibility and authority and quality traceability of both parties. Sex, put forward a "0" zero defect quality requirement. Because the inspection scheme in the IFI-5 version of the sampling inspection standard, the specified acceptable quality level AQL is slightly wider, and the quality meaning of AQL is “there is a certain number of defects or inferior products allowed in a receiving batch productâ€, This concept has gradually been unacceptable to users. In the late 1960s, the “zero defect†movement from Japan gradually shifted to the North American market, and the United States began to propose “zero acceptance†quality requirements. Especially in recent years, ISO international standards have proposed ISO 9000 As a result, the American National Standards Institute ANSI and the American Society of Mechanical Engineers ASME have proposed and issued different sampling inspection standards for different product manufacturing processes, product quality characteristics and conditions of use, ANSI/ASME B18.18.1M/.2M quality assurance and inspection. The standard was changed in 1987 to the inspection standards applicable to metric and inch fasteners. In 2001, it was independently modified by the ASME Society of Mechanical Engineers to ASME B18.18.1/.2, and the standard metric “M†mark was cancelled. IFI—The sixth edition only compiled 2, and in 2003 the IFI-Seventh Edition compiled eight fastener quality assurance inspection standards. The standard stipulates that the product has the characteristic requirements and is implemented according to ASME B18.18.2-2002 "High-strength assembly fastener inspection and quality assurance". There is no special characteristic requirement according to ASNE B18.18.1-2002 "General purpose fastener inspection and quality". Guaranteed implementation. For more precise inspections, the emphasis on production process control is performed in accordance with ASME B18.18.3 ANSI/ASME B18.18.4M. The inspection of mechanical properties is carried out in accordance with ASTM F1470-2002 Guideline for Sampling Schemes for Mechanical Properties and Implementation Inspection of Fasteners. This series of standards is divided into general-purpose fasteners, mass-produced high-strength fasteners and special-purpose fasteners. Different acceptance criteria and rules of judgment are established, according to the manufacturer, distributor and consumer quality responsibility and authority. And the principle of arbitration processing, emphasizing the control of the quality assurance process capability and the sampling inspection and determination rules of the final product. See Section 4.2 ASMEB 18.18.1-2007 "General Purpose Fastener Inspection and Quality Assurance" and Section 4.3 ASME B18.18.2 "High Volume Assembly Firmware" in this document. Third change In 2011, ASME in the United States canceled the original series of seven fastener quality acceptance standards, and proposed the new ASME B18.18:2011 "fastener quality assurance" standard, combining the original seven standards into an independent standard. Make sampling acceptance procedures and rules simpler, clearer and easier to use. The concept of quality assurance is to select and adopt an applicable inspection quality assurance system and a defined inspection plan to control the production process and determine the final product, and finally ensure the stable production of qualified products. In the inspection plan, the acceptance rules of A, B, and C quality levels (equivalent to AQL qualified quality levels) are specified according to different quality characteristics of the products and process production characteristics. The new standard is based on the characteristics of product use, emphasizing the quality of raw materials and the control of the production process, and proposes “four inspection plans†selected by the manufacturer and users and third-party authorized representatives to standardize product process quality control and final product quality. Inspection requirements and rules apply to the inspection of dimensional characteristics of the final product, regardless of the sample n sampled, allowing the number of receptions to be "0" zero defects. See 4.4. ASME B18.18—2011 “Fastener Quality Assurance†and 4.5. ASTM F1470-2009 “Guidelines for Sampling Plans for Mechanical Properties and Acceptance Inspection of Fastenersâ€. 3.2 Points of Concern for American Fastener Acceptance Inspection Standards 3.2.1 Two acceptance criteria relationship The acceptance inspection of fasteners is divided into two major items: size, thread and surface coating, and mechanical properties. US-made fasteners must be combined with two standards during acceptance inspection to make a comprehensive qualitative judgment. Two standards must be adopted. The combination is used in combination, which is the main difference from the ISO standard. ASME B18.18 acceptance criteria primarily specify sampling inspection protocols and criteria for process control, thread and dimensional characteristics; and ASTM F1470 acceptance criteria specify sampling inspection protocols and criteria for surface coating, mechanical properties, and functional properties. 3.2.2 Some products in the IFI-Nine Edition are still using the old standard. ASME B18.18 "Fastener Quality Assurance" standard has been collected in the compilation of the newly published IFI-9 "IFI Inch Fastener Standard" in 2014, and the quality of the IFI-8 version of the original seven fasteners The acceptance (ASME B18.18.1~ B18.18.7) series of standards are all removed. However, it should be noted that some fastener products in the IFI-9 assembly continue to use the old acceptance inspection standards. 4.1 IFI -5 Version 5 Sampling Inspection Standard Scheme The fastener sampling inspection program in IFI-5 is based on the US Navy's MIL-STD-105D counting sampling inspection standard. Table 7 Classification of quality characteristics 4.1.3 AQL qualified quality level The sampling plan is divided into two parts: size inspection and mechanical performance inspection. The sample size is not 80. The mechanical performance is 8 pieces. 4.2.E ASME B18.18.1-2007 "General Purpose Fastener Inspection and Quality Assurance" 3.1 Scope of application a. Generally used for internal and external thread fastener production process quality control and inspection. 3.2 Inspection level The standard specifies three levels of inspection. A: inspection level; B: inspection level; C: inspection level a. A inspection level generally refers to key product quality characteristics, or quality characteristics items that are corrected after quality problems in the production process. This level of size and mechanical property test samples are also the most. b. The B and C levels are reduced by this type. 3.3 Inspection level quality characteristics The project is divided into two categories: size inspection and mechanical performance test. The sixth version of the thread is the A level, and the seventh version of the thread is the C level (mainly the difference between the sampling plan and the sample size). The level of the test items in the IFI-Seventh Edition and the IFI-Sixth Edition sampling test were individually adjusted. Table 10 Destructive test items 3.4 Sampling plan According to the quality characteristics of the products to be inspected, the inspection level is determined from Table 6 and Table 7. The samples are taken from the sample n specified in Table 9. The inspection is carried out according to the specified method to find the defective items and defective parts, and the inspection level A, B or C. Table 11 is the requirements of ASME B18.18.12007. 3.5 Product quality characteristics evaluation steps - Determine inspection levels A, B, C from non-destructive and destructive inspections 3.6 Check level determination chart The process of checking the level determination chart is to determine the program diagram of the quality inspection levels A, B, and C. When determining the inspection level, the following procedures are used for selection. Two points should be noted: b. The difficulty of processing ------- In the production process, according to the difficulty of adjusting the materials, tools and processes of the workpiece, select and adjust the inspection level at any time according to the process of Figure 3 to determine the sampling inspection plan. . If a quality characteristic is difficult to adjust or difficult in production, the quality characteristic is the main one should choose the A level instead of the B level: if the quality characteristic is secondary, the B level should be selected instead of the C level. The opposite is true. Is this feature secondary or primary? The main characteristics are those that have an effect on the function of the product; otherwise, the characteristics whose secondary characteristics are affected by the Tool or material and cannot be quickly corrected.
Cable tie is used to tie things together. According to the material, it can be divided into nylon cable ties, stainless steel cable ties, plastic-sprayed stainless steel cable ties, etc.; according to the function, it can also be divided into ordinary cable ties, retractable cable ties, label cable ties, heavy tension cable tie, etc. The cable tie is made of UL-approved nylon 66 material with a fire rating of 94V-2. It has the characteristics of acid resistance, corrosion resistance, good insulation, resistance to aging, light weight, safety, non-toxicity, and strong durability. Operating temperature is minus 40 to 90 degrees.
Cable Tie,Nylon Cable Tie,Plastic Cable Tie,Pound Zip Cable Ties Behappy Crafts (suzhou)Co.,Ltd , https://www.haoyuebehappy.com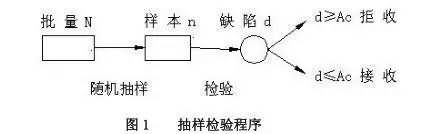
Since the sampling test is to determine the lot N product by a small sample n, there are two problems. 

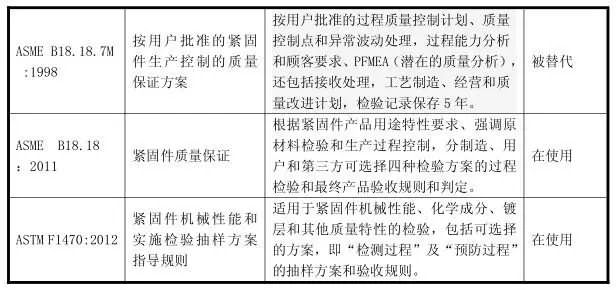
The quality assurance program emphasizes the quality control and quality assurance capabilities of the production process. The process control uses the mathematical statistics SPC method to control the various elements, eliminating abnormal factors and making the product quality in a controlled state. 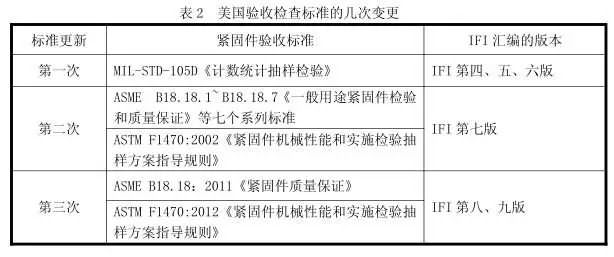
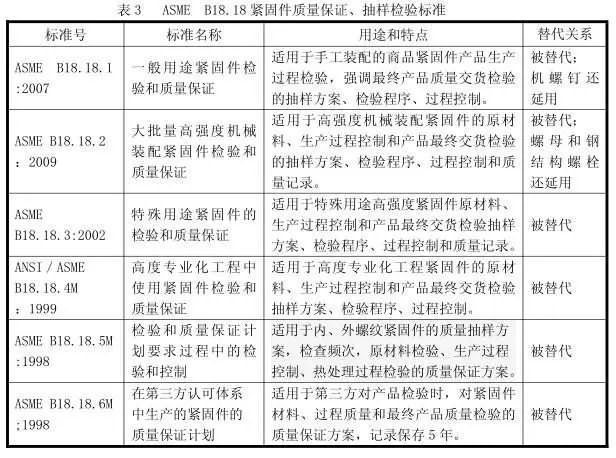

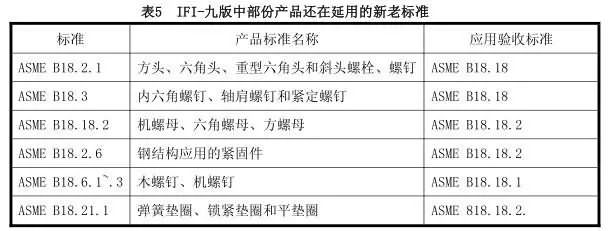
3.2.3 Comparison of old acceptance inspection standards for American fasteners
In the United States, ANSI and ASME issued different sampling inspection standards for different products and conditions of use. In 1982, ANSI/ASME B18.18.1M/.2M quality assurance and inspection standards were first proposed. In 2001, ASME was independently modified to ASME B18. 18.1/.2 standard, after the standard is removed, the "M" mark. The IFI-6 version only compiles 2, and the IFI-7 version compiles 8 standards. The standard stipulates that there are characteristic requirements for fasteners in accordance with ASME B18.18.2. No special characteristics are required to be carried out in accordance with ASNE B18.18.1. For high-strength fasteners, engineering continuous assembly requirements are in accordance with ASME B18.18.3 ANSI/ASME. B18.18.4M standard implementation.
Although the seven series acceptance criteria have been cancelled in the IFI-9 version, in order to understand the transformation relationship of the US fastener acceptance inspection standards, the applicability, rules and inspection points of the four standards that have been replaced are compared. Compare instructions. 
4. Analyze the American fastener acceptance criteria
4.1.1 Applicable to the acceptance assessment of American fasteners when delivered.
4.1.2 Classification of quality characteristics The characteristics specified by the product are classified into four categories according to the defect level: 
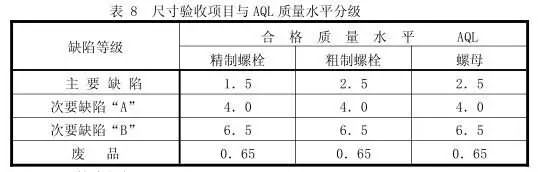
4.1.4 Sampling plan
b. Applicable to the inspection plan used to judge the product's eligibility when the product is packaged and the user receives the inspection.
c. General purpose fasteners - fasteners that are assembled by hand or cost first.
d. Applicable inspection batch size is not more than 250,000 pieces. 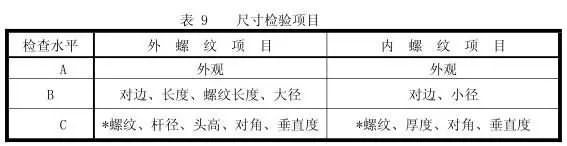
The corresponding Ac value can be compared for comparison, and the judgment conclusion of the pass or fail is made. 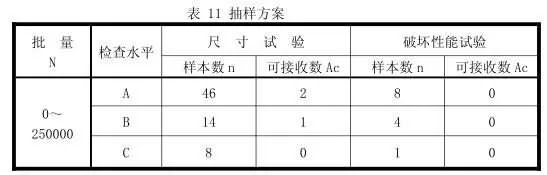
- then take samples from the sampling plan corresponding to the level n to sample - test according to the method specified by the standard - find the defective parts - if the number of defects is 0
- Make a qualified judgment.
- If unqualified fasteners are found, the following procedure should be followed:
1 The producer and the user should jointly inspect the defective part in question from the same batch.
1 The number of tests and the number of judgments are performed in accordance with the standards.
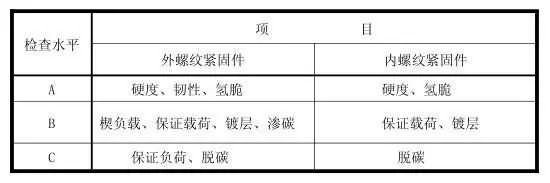
a. Quality characteristics ------- According to the main and minor characteristics of product quality, select the inspection level according to the process of Figure 3 to determine the sampling inspection plan. If the quality characteristics are the main ones, the A level or the B level should be selected, and the quality characteristics should be selected as the secondary level or the C level. 

