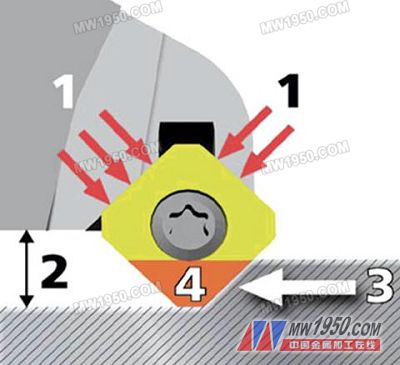
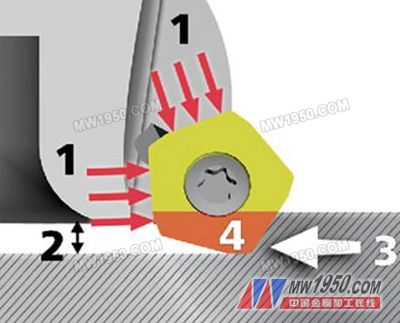
Figure 1. Force analysis of a conventional blade At present, the common cast iron face milling cutters in China are roughly divided into two categories: dense-tooth milling cutters and regular-tooth milling cutters. The regular-tooth milling cutter has a positive axial rake angle and a positive radial rake angle. It can be used for machining materials such as cast iron and steel. It is usually used in machining centers or general milling machines. The constant-tooth milling cutter itself has a wide application range, good flexibility, light cutting force, low machine power required, and good surface quality. Compared with the fine-tooth milling cutter, the conventional tooth milling cutter has the disadvantages of low number of teeth, low efficiency, and relatively weak blade edge strength. In order to adapt to new materials and processes in the automotive industry, tool manufacturers are committed to new product development. Wannet's Penta-Saf face milling cutter is the leader in conventional tooth milling cutters. Sophisticated design The Penta-Saf milling cutter is based on a double positive rake angle with a positive rake angle of 15° on the body and a positive rake angle for a 25° working angle. This design determines the Penta-Saf milling cutter for a wide range of applications and can be used for the machining of steel, stainless steel, cast iron, heat resistant alloys and non-ferrous metals. The blades of the Penta-Saf milling cutter are designed in a pentagon shape. Compared with the most common square inserts on the market, it is more economical without losing the maximum depth of cut, and the carbide part of the insert is 30% more than the square insert. In addition, the positioning of the blade is also the most critical design aspect of the Penta-Saf milling cutter. The main features of the Penta-Saf milling cutter are as follows: 1. The orientation of the positioning surface of the Penta-Saf milling cutter is in the direction of the cutting force, so that the blade can be pressed tightly into the insert seat during machining without the displacement or deflection of the insert due to the cutting force. This problem is common with milling cutters of 45° conventional square inserts, which are subject to wear. When the cutting force is increased, the cutting noise of the 45° square insert milling cutter will increase significantly, while the Penta-Saf milling cutter will not. 2. Thanks to the pentagon blade and 60° lead angle design, the Penta-Saf milling cutter allows the insert to be closer to the workpiece surface in the axial direction, reducing the overhang of the insert and greatly increasing the strength of the insert. 3. The hard alloy portion of the Penta-Saf milling cutter blade is significantly more resistant to cutting forces. It is not difficult to see from the section labeled 4 in Figures 1 and 2 that the pentagon blade has a cemented carbide area that is twice as large as a square blade. 4. The Penta-Saf milling cutter uses a 5.47mm thickened blade to increase the strength of the blade. Figure 2: Force analysis of the Vannet 5 blade Processing case In a range of cast iron milling applications, Penta-Saf milling cutters have an outstanding performance, especially when machine tools, workpieces and fixtures are less rigid, tool overhangs are longer and machine power is lower. Example 1: The parts are car forks, the workpiece material is ductile iron; the machine tool adopts German imported horizontal machining center; the tool requires large overhang, the cutting is intermittent cutting, the cutting depth is 3~4.5mm; the emulsion is used for cooling; the cutter diameter For 80mm, the number of teeth of the milling cutter is 6 and the surface roughness is required to be Ra6.3. The use of competitor tools: the cutter head has a main declination of 45°, with a positive-angle square blade, line speed Vc=250 m/min, rotation speed n=1 000r/min, feed rate per tooth fz=0.133mm/z, feed rate F=800mm/min. The cutting was very light, but the blade edge always cracked and eventually processed 350 pieces. Use of Penta-Saf milling cutter: The cutter head has a main declination of 60°, with a positive-angled pentagon blade, line speed Vc=230m/min, speed n=900r/min, feed per tooth fz=0.15 mm /z, feed rate F = 800 mm / min. The cutting is light, the surface finish is good, 550 pieces are processed, and the cutting edge is in good condition, which is normal wear and tear. In the end, Penta-Saf milling cutters increased blade life by 55%. Since the competitor's blade can only be indexed four times, and the Penta-Saf milling cutter blade can be indexed five times, the processing cost is reduced by 25%. Example 2: The parts are hydraulic forklift turning joints, the workpiece material is ductile iron; the machine tool adopts Japanese imported horizontal machining center, the machine tool has good rigidity; the milling cutter diameter is 100mm, the cutting depth is 4~5mm; the parts processing part is less rigid; the compressed air is used for cooling. The required surface roughness is Ra3.2. The use of competitor tools: the shape of the blade is a negative angle quadrilateral, the linear velocity Vc=230m/min, the rotational speed n=730r/min, the number of teeth Z=8, the feed per tooth fz=0.12 mm/z, the feed rate F =700mm/min. Due to the negative rake cutting, the resistance is very high, the blade wears quickly, the finish is poor, the noise is getting bigger and bigger, and the final life is only 23 pieces. Use of Penta-Saf milling cutter: The shape of the insert is a positive pentagon, the linear speed Vc=250m/min, the speed n=800 r/min, the number of teeth Z=7, the feed per revolution fz=0.15, the feed rate F = 850 mm / min. The Penta-Saf milling cutter cuts lightly and maintains a good surface finish with 48 pieces. In the end, the Penta-Saf milling cutter increased the efficiency of the blade while increasing blade life by 48%. CHANGZHOU CLD AUTO ELECTRICAL CO.,LTD , https://www.cld-led.com